a.在焊接最初兩片熱沉時,僅用2.0MPa氣壓試驗就發現每片上有2條焊縫有漏(每片有12根支管分別與上、下匯總管焊接,共24條焊縫).我們立即分析原因,發現原來規定的焊接電流中峰值電流(170 A)偏小,在小試件上做試驗時沒有問題,但現在焊的熱沉片大,導熱快,升溫慢,因此漏孔均出現在導熱快的匯總管一側.故決定將峰值電流由170A提高到Zo A(基值電流l0A不變).經這一修改后焊出的焊縫很少有漏.
b.整個熱沉共4千多條焊縫中,僅有17條焊縫次焊后發現有漏,經一次補焊后就達到要求.這17處有漏的焊縫全都是在鋁熱沉片上,不銹鋼的焊縫(進出液總管上)一個沒漏.
c.在熱沉設計圖中,曾用了115件堵頭、二通、三通、四通、五通等,這些零件均為LZ純鋁,要求用鍛件加工.開始用鑄造鋁錠,經鍛造成毛坯后再加工制成.在組焊時發現,這些零件與擠壓管焊接時焊縫漏率達不到要求,經進一步試驗證明,這種鍛件本身就滲氣,因此不能使用.后來全部用鋁板沖壓成蝶形封頭,并用不同直徑的擠壓管組焊成原來二通、三通、四通、五通的形狀,再也未發現有漏的焊縫.
d.所有通液氮的管子和元件都先經過2.OMPa氣壓試驗,合格后加工成型(彎成所需形狀),再用氮罩法檢漏.漏率低于5 X 10-1,Pam sls才能用于組焊熱沉片.熱沉片焊好后先用干燥氮氣做2.OMPa氣壓試驗,將焊縫浸入水槽中不得有氣泡.然后用液氮對焊縫做冷熱沖擊,再用熱空氣將焊縫加熱到約150℃,待熱沉片冷到60℃左右就用氦質譜檢漏儀對焊縫進行檢漏,以檢漏儀無反應(檢漏靈敏度為5 x 1 0一12 Pam s/s)為合格.組片在現場組焊成一整節熱沉后再用氦質譜檢漏儀檢查全部組裝焊縫(主要是.lox 4匯總管的對接全位置焊縫和中10 x 4與.73 X 4進出液總管的丁字形焊縫),仍以檢漏儀無反應為合格(檢漏靈敏度優于2 X 1 0-,Pam 3/s).值得一提的是這14節熱沉的組裝焊縫都做到了一次成功.每節熱沉吊入真空容器內就位后再焊進出液總管,然后對新焊縫進行一次氦質譜檢漏.到此該節熱沉加工才算基本完成.表2是各部分熱沉冷熱沖擊后實測的漏率.
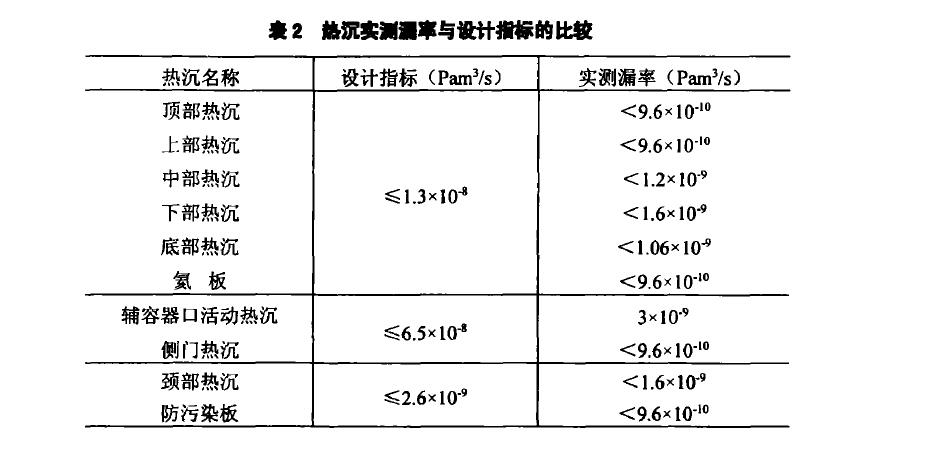
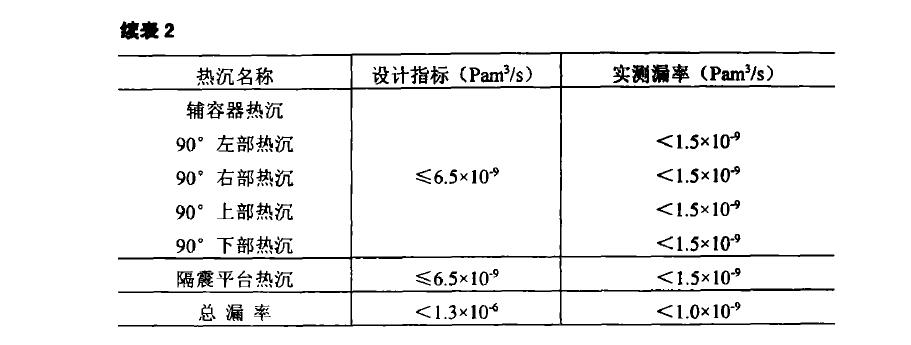
一節或幾節熱沉裝入真空容器后,將真空容器抽到5 x 10一3Pa以上的高真空,然后將熱沉管內空氣壓力抽到低于lo Pa后,充入氦氣到一個大氣壓,利用裝在容器上的分子泵檢漏系統測定該節熱沉的總漏率(焊縫及熱沉管漏率之和).以符合圖紙要求為合格.然后給熱沉通液氮,待熱沉冷透后再用熱氮氣將熱沉升溫到60℃左右.按上述程序測定熱沉經冷熱沖擊后的總漏率.所有熱沉都裝入容器后還要測定全部14節熱沉的總漏率.由于每節熱沉充氦后儀器均無反應,因此認為熱沉漏率小于檢漏系統可檢靈敏度.從表2可知各部分熱沉漏率均小于設計指標規定值,全部熱沉總漏率比設計指標小了3個數量級.它比國外已報導過的熱沉總漏率也低了2個數量級.由此可見該熱沉的焊接工藝是非常成功的.
http://www.jsfm937.cn



